تمام سوخت های تجاری، بجز گازهای طبیعی، شامل موادی هستند که باعث رسوب و خوردگی بر
روی سطوح داغ دیگ های بخار می شوند.
پاک سازی رسوبات مستلزم خارج کردن مکرر دیگ از سرویس، جهت آماده
سازی و بهره برداری موثر از آن است. خوردگی خود نیز منجر به تجمع
رسوبات ناشی از خوردگی و بستن دیگ جهت تمیز کردن سطوح و صرف هزینه
های سنگین تعمیرات می گردد.
البته همه سوخت ها عامل خوردگی نیستند و نیز همه دیگ ها آسیب پذیر
نیستند. با طراحی دقیق و انتخاب مناسب، وقوع این مسایل بطور قابل
ملاحضه ای کاهش خواهد یافت و حتی منتفی خواهد شد.
تنها هدف از
ارائه این مقاله بررسی مکانیزم های در رابطه با این نوع خوردگی که
کمتر از خوردگی آب مورد توجه است و بالاخره پیشنهاد هایی جهت کنترل
آنهاست.
روسوب ها در قسمت هایی از دیگ که دمای فلز بالایی دارند به ویژه در
داغ کننده های بخار (Super heaters) و پایه های نگهدارنده آنها و
در ورودی سطوح حرارتی منطقه کنوکسیون بعد از کوره، به وجود می
آیند. ایجاد این رسوب چه در دیگ ها لوله آتشی و چه در دیگ های لوله
آبی به قدری است که مستلزم خارج کردن دیگ از مدار طی هفته ها جهت
رسوب زدایی است.
زیرا این رسوب باعث گرفتگی لوله های کنوکسیون و معابر عبور گازهای
خروجی و منجر به افت فشار شدید و ناتوانی دمنده دیگ از ادامه کار
صحیح می گردد و عملا باعث بسته شدن دیگ می شود.
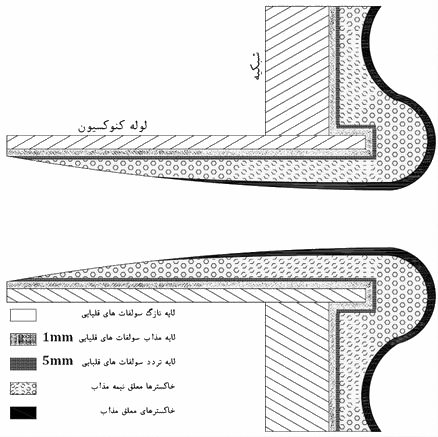
همانطور که در شکل زیر دیده می شود کاهش سطح مقطع لوله باعث افزایش
چشمگیر مقاومت در برابر جریان گازها شده است. در این نوع تجمع
رسوب، پنج لایه رسوب تشکیل
می شود که لایه دوم ذوب شده و باعث جذب ذرات پراکنده خاکستر می
شود. بنابراین مکانیزم رسوب با عمل چسبندگی همراه است و در واقع
لایه های چسبنده زیرین باعث این عامل بوده اند.
نمونه های عینی این نوع تجمع رسوب در شکل های زیر کاملا قابل روئت است.
بطوریکه ابتدای لوله کاملا از وجود خاکستر سوخت انباشته و مسدود
شده است، و بدیهی است جریان گازها از لوله ها کاهش خواهد یافت.


سوخت های سنگین خاکستری در حدود 0.1% دارد. اجزای اصلی تشکیل دهنده
خاکستر، اکسید سیلیس و اکسید آلومینیوم هستند که به آسانی ذوب نمی
شوند. البته اجزای تشکیل دهنده خاکستر مواد نفتی اکثرا نقطه ذوب
پایین دارند و حاوی سدیم و گوگرد هستند. سایر مواد موجود در خاکستر
عبارتند از آهن، کلسیم، سدیم و پتاسیم هستند. که دو عنصر اخیر نقش
عمده ای در چسبندگی رسوب به سطوح داغ فلز دارند. این دو از گروه
فلزات قلیایی هستند و ممکن است در سوخت به عنوان کلرورها وجود
داسته باشند. ماده دیگری که در سوخت بصورت معدنی یا غیر معدنی با
سوخت یا خاکستر ترکیب می شوند، گوگرد است. گوگرد بیشتر بصورت اکسید
گوگرد (SO2) و مقدار کمی حداکثر 5% به صورت اکسیذ بسیار فعال SO3
می باشد.
عمل احتراق باعث تجزیه این مواد می گردد که همزمان باعث افت دما در
معبرهای گاز، مجددا به صورت های دیگربنام سولفات ها (Na2SO4,K2SO4)
یا پیرو سولفات ها (Na2S2O7 , K2S2O7)
ترکیب می شوند. نقطه ذوب
این نمک ها به قرار زیر است:
|
سولفات سدیم |
880 درجه سانتیگراد |
|
پیرو سولفات سدیم |
410 درجه سانتیگراد |
|
سولفات پتاسیم |
1069 درجه سانتیگراد |
|
پیرو سولفات پتاسیم |
300 درجه سانتیگراد |
|
از نمک های فوق پیرو سولفات ها از همه مهمتر
هستند. زیرا دمای بخش های خاصی از دیگ، بخصوص داغ کننده های بخار
دیگ های لوله آتشی و لوله آبی همواره 300-400 درجه سانتیگراد می
باشند. که در این نقاط لایه چسبنده و مذاب تشکیل شده بر سطح فلز،
ذرات معلق خاکستر را بر روی خود جذب می کنند. با تلمبار شدن رسوبات
دمای فلز بالا رفته و سایر مواد با نقطه ذوب بالاتر را نیز ذوب
می کنند. با زیاد شدن ضخامت رسوبات واکنش ها بیشتری بین اکسید
سیلیس، آهن، سدیم و پتاسیم صورت می گیرد و تشکیل گدازه مذاب و
فشرده ای می نماید. بنابراین باید سعی کرد سوخت هایی که درصد سدیم
و پتاسیم کمتری دارند را استفاده کرد. ولی متاسفانه همواره
سوخت، قابلیت احتراق و قیمت، عواملی است که این موضوع را تحت شعاع
قرار می دهد.
جدول زیر تجزیه خاکستر دو نوع سوخت را نشان می دهد.
|
سوخت با 0.1 % خاکستر |
سوخت با 7.5 % خاکستر |
|
درصد خاکستر |
عنصر |
درصد خاکستر |
عنصر |
|
3.6 |
Si |
40 |
Si |
|
0.3 |
Al |
26.2 |
Al |
|
1.8 |
Fe |
20.0 |
Fe |
|
68.9 |
V |
1.5 |
Mg |
|
17.1 |
Ni |
3.5 |
Ca |
|
0.9 |
Pb |
1.1 |
Ti |
|
7.4 |
Na |
2.9 |
Na |
|
هرکدام 0.1 |
Cu , Ca , Sn |
4.8 |
K |
|
اختلاف میان قلیایی کل، کاملا بچشم می خورد و
بنظر می رسد علت اصلی
اختلاف رفتاری این دو نوع سوخت باشد. بعضی خصوصیات تشکیل دوده و
رسوب را می توان با محاسبه فاکتور رسوب توسط فرمول زیر محاسبه
نمود.

در این فرمول مقادیر اجزاء تشکیل دهنده برحسب درصد خاکستر بیان شده
است.
گاهی مقدار کلر را جهت شناسایی سریع دوده و رسوب درنظر می گیرند.
زیرا فرض بر این است که فلزات قلیایی بصورت کلروها در سوخت
وجود دارند. البته این امر فقط تا اندازه ای صحت دارد. سوختی با
0.9% یا بیشتر کلر همواره رسوب زداست. اما درصورتیکه مقدار کلر
0.3% باشد ممکن است تولید رسوب کند یا بی تاثیر باشد. البته
همانطوری که ذکر شد غلظت قلیایی، عامل اصلی این مسئله است، و همیشه
با کلر موجود در سوخت نیست.
» کنترل رسوبات ناشی از احتراق:
راه های مختلفی در این زمینه وجود دارد که عبارتند از:
1- کنترال دمای فلز: در صورت امکان از بالا رفتن دمای فلز جلوگیری
شود. البته در دیگ های لوله آتشی دمای اشباع مسئله ساز نیست، ولی
در قسمت های فلزی بخصوص تیوپ پلیت ها در ورودی اولین کانال لوله ها
ممکن است ضخامت صفحه لوله زیاد باشد، که این امر باعث بالا رفتن دمای
فلز می شود. همچنین
پیش آمدگی انتهای لوله ها (در صفحه لوله) به میان جریان گازها را
باید به حداقل رساند و لبه داخلی آنها را گرد ساخت. تیوپ پلیت ها
را نیز باید تا حد امکان نازک ساخت و دمای گاز ورودی را تا جایی که
می توان باید کاهش داد.
2- فاصله گذاری صحیح بین لوله ها: در دیگ ها بخار باید از نزدیک
قرار دادن بیش از اندازه لوله ها کنار هم خودداری شود. همچنین زیاد
بودن فاصله ها ممکن است باعث پایین آمدن سطوح حرارتی و افزایش غیر
معقول حجم دیگ شود.
3- استفاده از دوده زداها: جهت زدودن دوده ها باید آرایش مناسبی
بین دوده زداها درنظر گرفته شود.
البته باید توجه کرد که دوده زداها معمولا تنها توانایی دارند دوده های نرم و ترد را بزدایند و
قادر به خارج ساختن دوده های چسبنده و سخت نیستند. دوده زداهای
صوتی دست آورد جدید هستند که گاهی تاثیرات بسزایی دارند.
4- اختلاط سوخت ها.
5- افزودنی های شیمیایی: با توجه به اینکه رسوب گذاری با واکنش های
شیمیایی منجر به تشکیل نمک های با نقطه ذوب پایین می گردد، می توان
توسط مواد شیمیایی یا مواد خنثی کننده این اعمال و نتایج آنها را
تعدیل بخشید. (جهت مشاوره در این زمینه با
شماره تلفن 09188605973 تماس حاصل فرمایید).
» عوامل تشکیل رسوب در دیگ های
مایع سوز:
به غیر از عوامل بررسی شده بالا، عواملی دیگر نیز مختص دیگ های
لوله آتشی است که به تفضیل در ادامه این مقاله بحث خواهند شد.
از
دیگر عوامل موثر در تجمع رسوب در لایه چسبنده در روی دهانه ورودی لوله های دیگ های لوله آتشی،
ممکن است بر اثر عملیات ناصحیح واحد های کاتالیستی باشد. در واقع ذرات ریز کاتالیست که شامل سیلیکات های
آلومینیوم (Alumino-silicates) هستند و نقش حمالهای کاتالست را
برعهده دارند، مانند ذرات جامد گرد و غبار بر روی لوله ها می
نشینند. در واقع این امر بیشتر تصادفی است تا عمومی، و قبل از
اینکه عامل ایجاد رسوب باشند، باعث تجمع رسوب می گردند. البته اجزای اصلی
و عمده تشکیل دهنده سوخت های نفتی وانادیم، سپس نیکل و سدیم است.
دو عنصر اول معمولا به صورت ترکیب عالی در نفت وجود دارند، در
صورتی که سدیم ممکن است توسط آلودگی ناشی از آب دریا، یا از طریق
عملیات پالایش آب ایجاد شده باشد.
معمولا وانادیم می سوزد و به پنتواکسید V2O5 تبدیل می شود. ولی اگر
مقدار هوای اضافی کمتر از 3% باشد باعث تشکیل تترواکسید V2O4 می
گردد. پنتواکسید تقریبا نقطه ذوب پایینی در حدود 800 درجه سانتیگراد
دارد و معمولا پایین تر از دما ورودی نواحی کنوکسیون بسیاری از دیگ
ها در حداکثر ظرفیت است.
پنتواکسید وانادیم به حالت عادی و به حالت مذاب در این گازها وجود
دارد و باعث رسوب در روی لوله های خنک تر می شود. سپس این رسوب ها
منجمد شده و با سایر مواد مخصوصا سدیم ترکیب می شود و ترکیب های
مختلفی از وانادات های سدیم، نظیر متاسدیم Na2OV2O5 با نقطه ذوب
621 درجه سانتیگراد می دهد. تنوع و پیچیدگی ترکیبات وانادیم، گوگرد،
آهن و نیکل بسیار زیاد است که ممکن است نقطه ذوب های بسیار کمی
داشته باشند و باعث جذب و رسوب ذراتی شوند که قبلا ایجاد شده اند.
» کنترل رسوبات ناشی از سوخت سنگین:
طبیعی است که اگر دمای گازهای حاصل از احتراق کمتر باشد تشکیل رسوب های
سنگین نیز کمتر است. و هرچه کوره بزرگتر باشد دمای گازهای ورودی به
ناحیه داغ کننده های بخار و ناحیه کنوکسیون کمتر است. بنابراین در
دیگ هایی که طراحی صحیحی در ساخت آنها در ایجاد فضای لازم وجود
داشته باشد مسئله رسوب کمتر از دیگ های فشرده و کم حجم مشاهده می
شود.
در سال های اخیر برنامه ریزی پالایش نفت در پالایشگاه ها بر پایه
تولید فرآورده های سبکتر از نفت خام جهت صنایع حمل و نقل قرار
گرفته است، بنابراین سوختع های سنگین مواد رسوب زای بیشتری را نسبت
به گذشته به همراه خواهند داشت و این سوخت ها در کوره هایی سوزانده
خواهند شد که برای آنها طراحی نشده اند و در نتیجه تشکیل رسوب فوق
العاده ای در این کوره ها نسبت به گذشته خواهیم داشت.
نمونه چنین اتفاقی در سطوح کنوکسیون فشرده در دیگ های بخاری است که
با ظرفیت بالا در کارخانه ساخته شده اند. این دیگ ها امکانات کافی
برای تمیز کردن و فضای لازم برای افتادن و جمع شدن رسوبات ندارند.
تجمع رسوبات در این دیگ ها منجر به گرفتگی مسیر لوله های جریان
گازها می گردد. در ابن نوع دیگ ها دماهای کوره و آرایش آنها را نمی
توان تغییر داد،
مگر اینکه با کم کردن فوق العاده بار دیگ دمای گازها را تقلیل دهیم که این مورد نیز به هیچ عنوان مقرون بصرفه نیست.
بنابراین تنها راه علاج ممکن، استفاده از مواد شیمیایی است.
»
دو نوع خوردگی همیشه در سمت آتش تشکیل می شود:
1- خوردگی در دمای بالا.
2- خوردگی در دمای پایین.
خوردگی در دماهای بالا: این مبحث در رابطه با مسائلیست که در بخش
های قبل بررسی شد. قابل ذکر است که نمک اتصال دهنده پیروسولفات
سدیم در اغلب مواد وجود دارد. این نمک در مقابل فولاد بسیار خورنده
است و در صورت تداوم، باعث خوردگی ناحیه زیرین رسوبات می گردد. بطور
کلی نمک های مذاب خورنده اند.
وانادات های مختلف ناشی از سوخت های نفت سنگین نیز در حالت مذاب
خورنده هستند. بنظر می رسد که مشکل اساسی جلوگیری از ایجاد حالت
مذاب نمک ها باشد، که یکی از راه ها طراحی دقیق دیگ و راه دیگر
استفاده از مواد شیمیایی است.
خوردگی دمای بالا، عمدتا در دیگ هایی صورت می گیرد که سطوح حرارتی
زیادی در معرض گازهای حاصل از احتراق قرار داشته باشند یا اجزای
دیگ در معرض دمای بسیار بالایی قرار داشته باشد، رخ می دهد.
بنظر
می رسد که کلروهیدروژن HCl بالای موجود در گازهای حاصل از احتراق
عامل این خوردگی باشد.
راه حل متداول جلوگیری از برخورد گازهای حاصل از احتراق با لوله
های دیگ، قبل از تکمیل احتراق آنها، اختلاط کامل گازها با حداقل
100% هوای اضافی و نیز وارد کردن هوای ثانویه جهت کامل شدن احتراق
است. در همه این پیش بینیها باید سعی کرد دمای فلز از 425 درجه
سانتیگراد تجاوز نکند.
نتیجه خوردگی در دماهای بالا کاهش قطر خارجی لوله ها و صاف شدن این
سطوح است. که آثار این عوارض را می توان در بازرسی و بسته بودن دیگ
مشاهده کرد.
خوردگی در دمای پایین:
این نوع خوردگی بسیار متداول تر از خوردگی قبلی است. و در تمام دیگ
ها از هر نوع و هر اندازه ای که از سوخت های گوگرددار استفاده می
کنند و شرایط دمایی مناسبی جهت تقطیر اسیدسولفوریک موجود باشد،
اتفاق می افتد. قسمت عمده گوگرد موجود در سوخت به دی اکسید گوگرد
تبدیل می شود:

درصورتی که اکسیژن اضافی موجود باشد، اکسیداسیون ادامه پیدا می کند:
این واکنش ها در صورت حضور اکسیدهای فلزی داغ در ساختار دیگ و
خاکستر سوخت و نیز در صورت استفاده از سوخت های نفتی وانادیوم و
نیکل دار تشدید می گردد. هرچه مقدار هوای اضافی بیشتر باشد مقدار
SO3 تولید شده نیز بیشتر می شود. این امر مستلزم طراحی پیچیده مشعل
ها و کنترل و تنظیم پیچیده نسبت سوخت به هواست که باید توسط افراد
ماهر و باتجربه صورت گیرد. که هرچند هزینه های اولیه ای در پی خواهد
داشت، اما نتیجه این امر بالا رفتن بازده واحد خواهد بود.
هیدروژن موجود در سوخت اکسید شده به بخار آب تبدیل می گردد:

در نواحی سردتر دیگ، این بخار با SO3 ترکیب شده و تشکیل اسید
سولفوریک می دهد.

نقطه جوش و درنتیجه نقطه تقطیر اسید سولفوریک بالاست، و در حدود
290 درجه سانتیگراد در مورد اسید غلیظ و دمای کمتر در مورد اسید رقیق
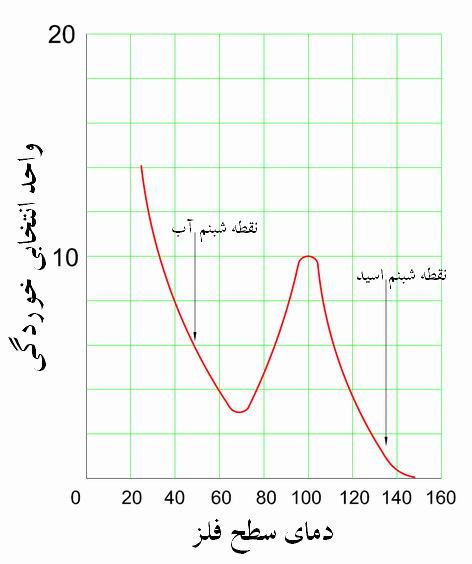
است. در شرایط عملکرد دیگ این دما بین 125 – 145 درجه سانتیگراد
است. دمای نقطه شینم اسید فاکتور مهمی در عملکرد دیگ است. چون
سطوحی که سردتر از این دما باشند باعث تقطیر اسید شده و در معرض
خوردگی قرار می گیرند. معمولا هرچه دمای فلز پایین تر باشد میزان
خوردگی شدیدتر است.
نتیجه گیری از شکل زیر، این است که پس از رسیدن به اوج خوردگی در
20 – 30 درجه سانتیگراد پایین تر از نقطه شبنم، خوردگی کاهش می
یابد، که این امر به علت ایجاد مه اسیدی در محیط های سرد می باشد
که باعث خارج سازی اسید از محیط می گردد. با کاهش بیشتر دما، افزایش
سریعی در خوردگی ایجاد می شود که در دماهای پایین پیامدهای
وحشتناکی بدنبال دارد. در این شرایط بدلیل نزدیک شدن بخار آب به
نقطه شبنم حجم اسید ایجاد شده افزایش می یابد و اسید رقیق تر می
گردد. اضافه شدن حجم اسید باعث شسته شدن محصولات خوردگی که می
توانست بعنوان لایه حفاظتی در مقابل خوردگی های بیشتر عمل کنند، می
گردد. از طرفی اسید رقیق فعال تر از اسید غلیظ عمل می کند.
نقطه شبنم اسید توسط دستگاهی بنام Land اندازه گیری می شود. این
دستگاه کاربرد وسیعی در آزمایشگاه ها دارد و به میزان زیادی در
دسترس است.
هرچه مقدار SO3 بیشتر باشد، نقطه شبنم اسیدی نیز زیادتر می باشد،
گرچه این موضوع با بخار آب موجود مرتبط است.
پی یرس معادله
پیشنهادی مرهوف و بانچرو را چنین عنوان کرده است:

که در آن: T دمای نقطه شبنم با واحد اندازه گیری کلوین ، P1 فشار جزئی H2O
با واحد اندازه گیری بار، و P2 فشار
جزئی SO3 است.
دقت این معادله
 است.
است.
اگر بتوان مقدار SO3 موجود در گازها را حدس زد از این فرمول می
توان نقطه شبنم را بطور تقریبی بدست آورد. ولی با معلوم بودن نقطه
شبنم نمی توان مقدار SO3 را بدست آورد، و این امر به علت وجود سایر
مواد قلیایی، خاکستر یا مواد افزودنی خنثی کننده است که بر روی دستگاه
اندازه گیری نقطه شبنم نشسته و بر عدد خوانده شده تاثیر می گذارد.
نقطه شبنم می تواند بعنوان فاکتوری جهت نشان دادن آسیب پذیری سطوح
در مقابل خوردگی بیان شود ولی نمی تواند به عنوان SO3 موجود در کل
گازهای عبوری از اندازه گیر نقطه شبنم تلقی شود.
در واقع اندازه
گیری نقطه شبنم را نباید به عنوان SO3 موجود در گازها بکار برد.
جهت کنترل خوردگی در دمای پایین، واضح است که تمام سطوحی که در
تماس با گازهای حاصل از احتراق کوره هستند چنانچه دمایشان به کمتر
از نقطه شبنم برسد در معرض خوردگی قرار می گیرند. بنابراین این امر
همیشه امکان پذیر نیست. جهت رفع این ایرادات باید راهکارهایی را در
کارکرد دیگ های بخار لوله آتشی درنظر گرفت. (جهت مشاوره در این زمینه
و دریافت کامل مقاله با راهکار های عملی با
شماره تلفن 09188605973 تماس حاصل فرمایید).
SOURCE:
Rport on View of Available Information Corrosion and Deposits in
Coal Fired boilers and Gas turbines to the American.
Land. T. J. Inst. Fuel 1977
50: pp. 68-75.